








News






































La ingeniería detrás de los motores de 30.000 RPM producidos en masa: un desglose completo de los rotores y metodologías de 1.000 MPa
Cada avance en los límites de rendimiento surge de una lógica de ingeniería que es descomponible y reproducible, desde la duplicación de la resistencia del material hasta la sinergia de cinco sistemas principales.
La producción en masa de motores de 30.000 rpm representa un salto colaborativo en ingeniería en ciencia de materiales, diseño electromagnético, gestión térmica, fabricación de precisión y algoritmos de control. PUMBAAEV ha redefinido sistemáticamente los límites de la tecnología de accionamiento eléctrico de imán permanente de alto rendimiento mediante la duplicación de la resistencia del material del rotor, una topología de imán en forma de U de doble capa, devanados de horquilla de paso desigual de 10 capas, laminaciones ultrafinas de acero al silicio y chips de SiC de 1500 V desarrollados internamente.
El límite de la tecnología siempre está más allá de la siguiente iteración. Para los ingenieros, el valor de este caso radica en esto: detrás de cada métrica de rendimiento aparentemente "extrema", hay una metodología de ingeniería descomponible y reproducible.
1 Descripción general: el valor fundamental de la alta velocidad
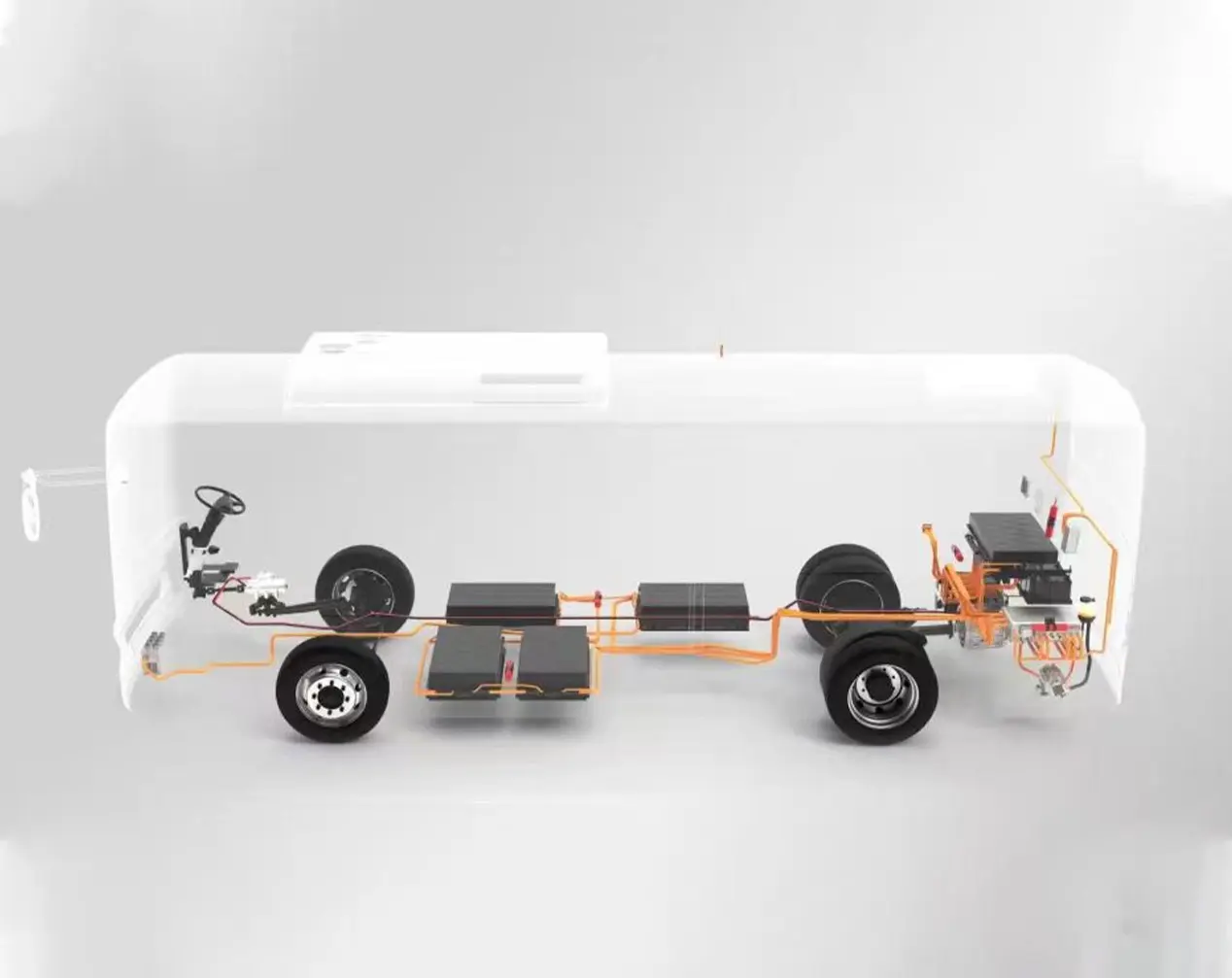
Con la adopción generalizada de vehículos de nueva energía, la demanda de los usuarios de escenarios de vías y operación sostenida de alta velocidad ha aumentado significativamente. Los motores de automóvil tradicionales experimentan un "punto de inflexión" de potencia alrededor de las 6.000 rpm, con un par que decae continuamente en la región de potencia constante, lo que lleva a una sensación de aceleración notablemente debilitada durante los adelantamientos a alta velocidad por encima de 120 km/h.
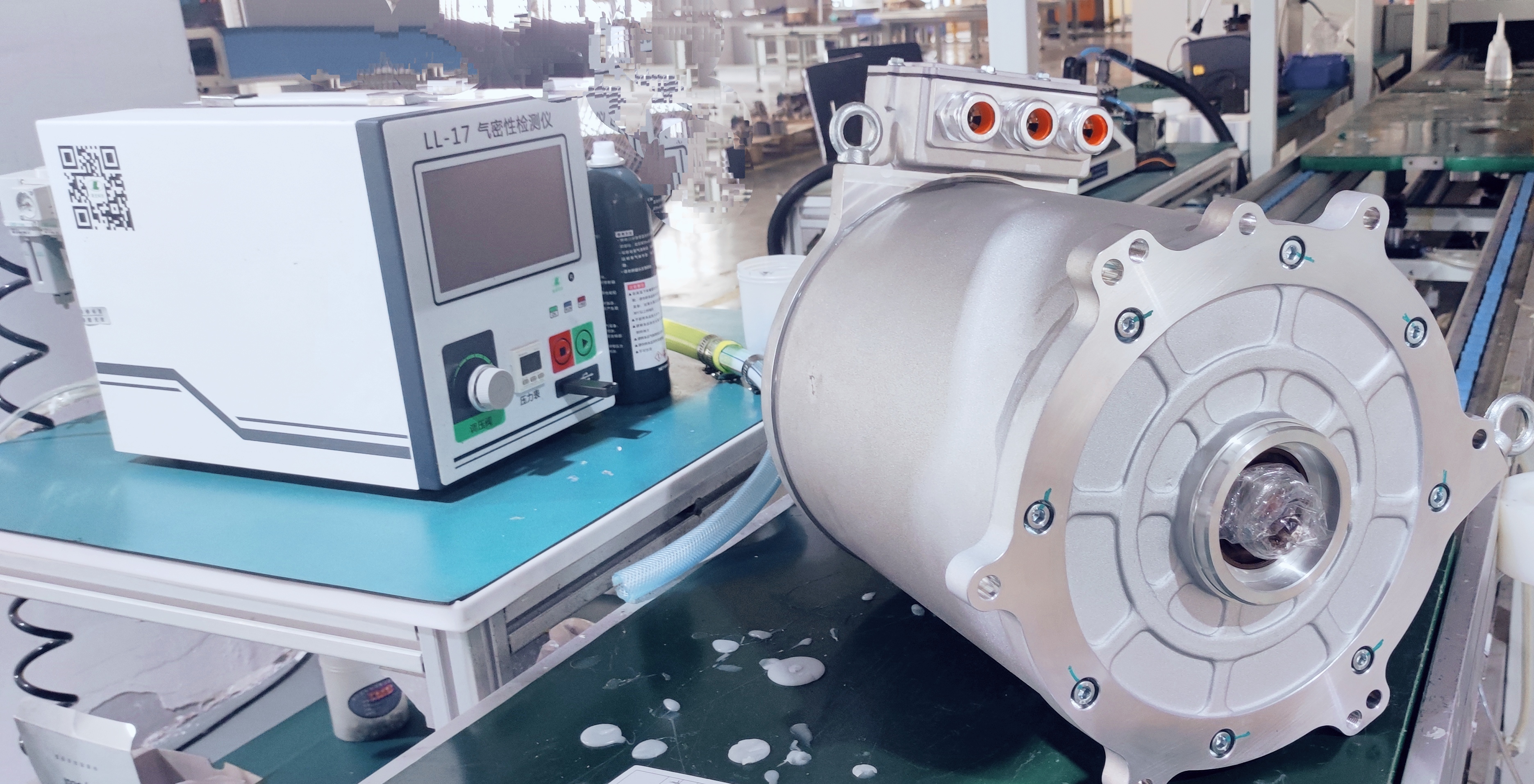
PUMBAAEV definió y desarrolló un Unidad de propulsión eléctrica de clase 30.000 rpm. Sus principales beneficios van más allá del puro rendimiento. Desde una perspectiva de ingeniería de sistemas, con la misma potencia de salida objetivo, aumentar la velocidad de 12.000 rpm a 30.000 rpm permite una reducción sustancial en el uso de materiales activos del motor (cobre, imanes de tierras raras, acero al silicio).
Según los datos de la investigación de AVL, duplicar la velocidad de rotación puede reducir el uso de material del núcleo de hierro en aproximadamente40%, logrando una optimización sinérgica de volumen, peso y costo.
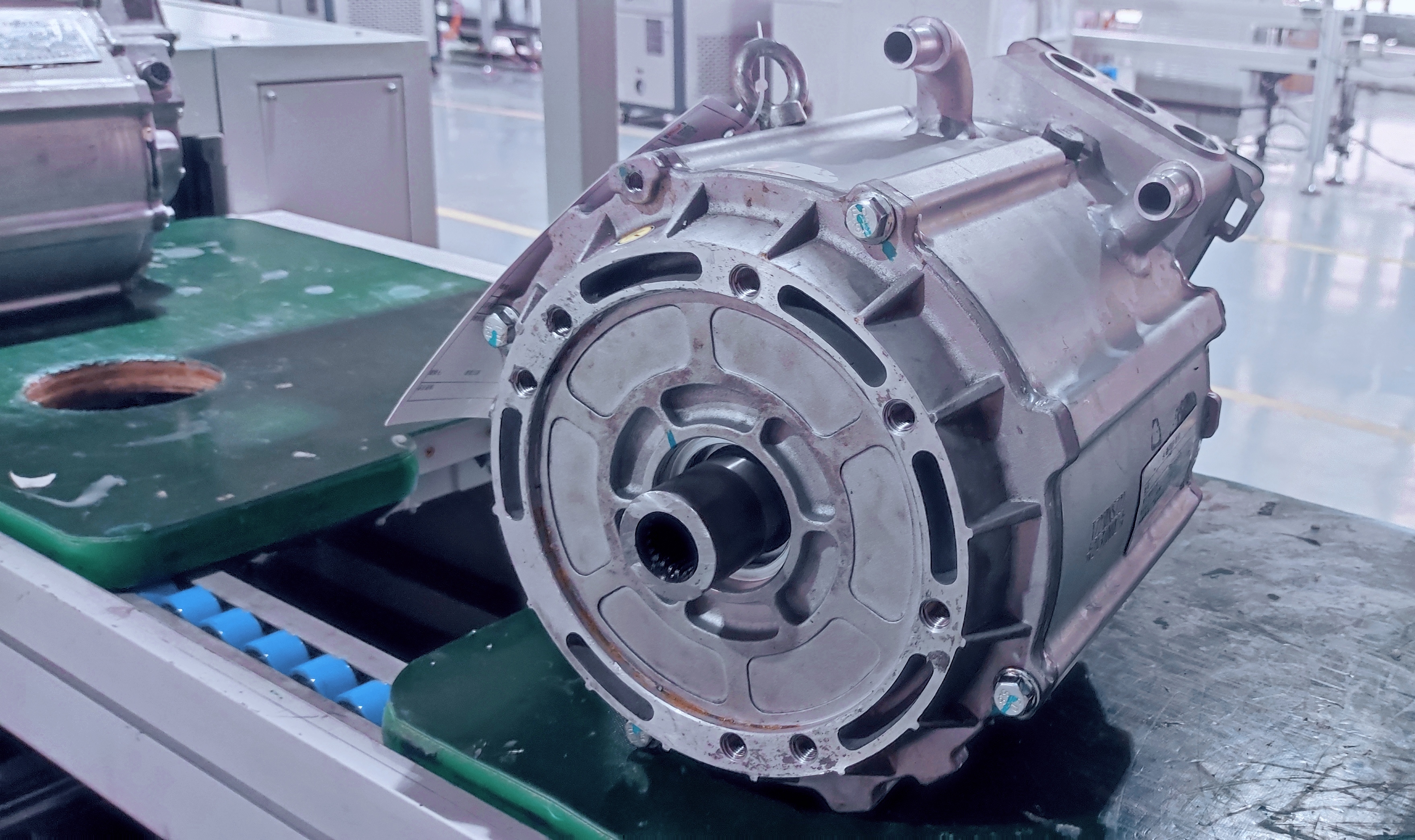
2 Sistema de rotor: cinco desafíos centrales de ingeniería
El rotor es el subsistema más frágil pero crítico de un motor de alta velocidad. A 30.000 rpm, la aceleración centrífuga en el borde exterior del rotor supera 40.000 gramos. Cualquier defecto de diseño puede provocar un fallo catastrófico. Superar este desafío requiere avances en cinco áreas técnicas.
Desafío 1: Duplicación de la resistencia del material, de 450 MPa a 1000 MPa Acero al silicio de alta resistencia
Las laminaciones de rotor tradicionales utilizan acero eléctrico no orientado con un límite elástico de aproximadamente 450 MPa, suficiente para velocidades de hasta 20.000 rpm. Más allá de 30.000 rpm, la tensión de tracción circular en el diámetro exterior del rotor supera el límite elástico de los materiales convencionales.
Camino de avance en ingeniería:
-
Actualización de materiales: Adopción de Acero Eléctrico de Alta Resistencia (HS-ECS), aumentando la resistencia a la tracción para ≥1000 MPa—más del doble del nivel de la industria convencional.
-
Soporte de proceso: Implementación de soldadura láser para apilado de laminaciones en lugar del remachado tradicional, mejorando la fuerza de unión entre capas para evitar la separación a altas velocidades. El rectificado de precisión del diámetro exterior logra una tolerancia de ±3 µm, asegurando la redondez del rotor.
Desafío 2: Fijación magnética, proceso adhesivo de alta expansión para evitar fallas
Los imanes permanentes incrustados en las ranuras del rotor están sujetos a un intenso impacto centrífugo a altas velocidades. El pegado por puntos tradicional por una sola cara plantea un riesgo de concentración de tensiones a altas velocidades; En condiciones extremas, los imanes pueden desprenderse de las paredes de las ranuras o incluso expulsarse, provocando fallas catastróficas.
Tecnología clave: Uso de unrevestimiento adhesivo de alta tasa de expansión. Después del curado, el volumen se expande más de 5 veces, creando una interfaz adhesiva uniforme en las superficies superior e inferior del imán, lo que mejora significativamente la distribución de la tensión en comparación con la unión puntual. El material de recubrimiento debe soportar temperaturas >180°C, tener un coeficiente de expansión térmica que coincida con el imán (~10×10⁻⁶/°C) y alcanzar una resistencia al corte poscurado ≥15 MPa.
Desafío 3: La topología del rotor, la disposición del imán en forma de U de doble capa optimiza el circuito magnético y la fuerza
PUMBAAEV emplea un "En forma de U de doble capa" Topología de imán permanente interior (IPM): una capa U interna superpuesta con una capa U externa, con los imanes de cada capa divididos en múltiples segmentos.
Ventajas principales:
-
Aumento de par: Maximiza la diferencia de reluctancia entre el eje q y el eje d, aumentando el par máximo en aproximadamente un 10 % sin agregar material magnético adicional.
-
Distribución de estrés: La estructura segmentada dispersa la tensión en múltiples unidades independientes, lo que evita el agrietamiento en bloques magnéticos monolíticos y facilita los desafíos de fabricación de magnetización.
-
Optimización NVH: La topología de doble U, combinada con el diseño sesgado, controla la distorsión armónica total (THD) de la densidad de flujo del entrehierro fundamental por debajo del 5 %, suprimiendo los armónicos de alto orden.
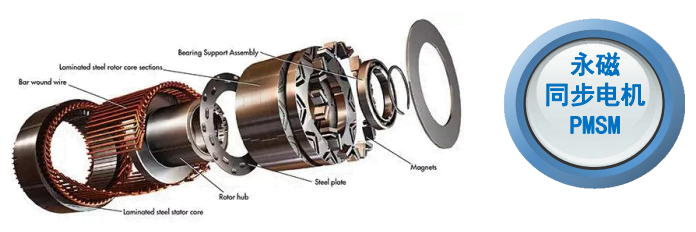
Ilustración de la estructura del rotor de un motor de alta velocidad, que muestra los imanes de doble capa en forma de U y el diseño segmentado.
Desafío 4: Equilibrio dinámico de alta velocidad, desequilibrio residual suprimido dentro de 50 mg
A 30.000 rpm, un pequeño desequilibrio genera cientos de kilogramos de fuerza centrífuga. PUMBAAEV comprimió el desequilibrio residual del nivel típico de la industria de ≤150 mg a ≤50 mg, una reducción del 67%.
Cadena de proceso de equilibrio dinámico: Mecanizado en desbaste → Ajuste en caliente de imanes → Equilibrado inicial → Mecanizado de precisión → Verificación del equilibrio dinámico de alta velocidad y en todo el rango de velocidades (probado a 30.500 rpm). La corrección del desequilibrio se logra fresando orificios de eliminación de peso en las cubiertas de los extremos, con una resolución de ±1 mg. Una verificación secundaria después de los ciclos de choque térmico garantiza la estabilidad posterior al montaje.
Desafío 5: Diseño de velocidad crítica, margen de seguridad del 15%
La vibración se amplifica drásticamente cuando la velocidad de funcionamiento se acerca a la primera velocidad crítica de flexión del rotor. PUMBAAEV diseñó la primera velocidad crítica de flexión 35.000 rpm, aproximadamente un 15 % por encima de la velocidad máxima de funcionamiento nominal, lo que proporciona un margen de seguridad suficiente.
Ruta de implementación: Aumentar la luz de soporte del rodamiento y la precarga para mejorar la rigidez a la flexión del eje; usando simultáneamentecojinetes cerámicos de nitruro de silicio (Si₃N₄) para mantener la rigidez del rodamiento en valores DN más altos (velocidad × diámetro del orificio) y al mismo tiempo proporcionar un aislamiento natural contra la corrosión actual del eje.
3 Estator y gestión térmica: un ataque coordinado a las pérdidas de alta frecuencia
A 30.000 rpm, la frecuencia eléctrica alcanza500Hz. El efecto piel en los devanados tradicionales provoca que aumenten las pérdidas de cobre de CA, lo que requiere una solución combinada de devanados en horquilla y enfriamiento directo del aceite.
Devanados en horquilla: el diseño de paso desigual de 10 capas optimiza la relación de pérdidas de cobre CA/CC
El factor de relleno de cobre de los alambres planos de sección transversal rectangular puede exceder el 60%, muy superior al 40-45% de los alambres redondos. El estator del súper motor de PUMBAAEV utiliza unBobinado de horquilla de paso desigual de 10 capas, con espesores diferenciados para las tiras de cobre en cada capa.
-
Las capas exteriores son más delgadas.: Cerca de la abertura de la ranura, transportan preferentemente los componentes de corriente de alta frecuencia.
-
Las capas internas son más gruesas.: Cerca de la parte inferior de la ranura, llevan principalmente el componente de CC.
Este diseño controla elRelación de pérdidas de cobre CA/CC de aproximadamente 1,15(Lo típico de la industria es 1,3-1,5), mientras que los espacios entre capas desiguales optimizan la sección transversal del flujo para enfriar el aceite.
Material del núcleo: las laminaciones ultrafinas reducen drásticamente las pérdidas de hierro por alta frecuencia
Las pérdidas en el núcleo aumentan con la frecuencia. A 500 Hz, las pérdidas en el tradicional acero al silicio de 0,35 mm aumentan. PUMBAAEV utiliza acero eléctrico ultrafino de alta frecuencia con un espesor de ≤0,2mm, reduciendo las pérdidas del núcleo a 500 Hz en 40-50% en comparación con el acero de 0,35 mm. Las laminaciones más delgadas también aumentan la superficie de disipación de calor por unidad de volumen.
Sistema de enfriamiento: el enfriamiento directo del aceite permite una gestión térmica eficiente
La densidad térmica del estator a 30.000 rpm es extremadamente alta, más allá de la capacidad del enfriamiento tradicional de la camisa. PUMBAAEV integra el paso del aceite de refrigeración dentro de las ranuras del estator, permitiendo que el aceite fluya entre los devanados, lograndoenfriamiento por contacto directo con los devanados de cobre.
Sinergia térmica triple:
-
Laminaciones ultrafinas: Reduce las pérdidas de hierro y aumenta la superficie.
-
Horquillas de paso desigual: Optimice los canales de flujo de aceite de refrigeración.
-
Refrigeración directa del aceite: Proporciona refrigeración por contacto directo. Las mediciones muestran que se pueden controlar las diferencias de temperatura del devanado en estado estacionariodentro de 5°C, con temperaturas máximas reducidas en unos 40°C.
4 Control NVH: La búsqueda del silencio en la era eléctrica
Con un menor ruido de fondo en los vehículos eléctricos, el ruido del motor se vuelve más perceptible. La frecuencia fundamental de 500 Hz a 30.000 rpm y sus armónicos se encuentran dentro del rango más sensible del oído humano (500-4000 Hz).
Fuentes de excitación de ruido primario:
-
Armónicos de fuerza electromagnética: Generado por armónicos espaciales de la densidad de flujo del entrehierro (determinado por la forma del imán y la estructura del devanado).
-
Armónicos PWM del inversor: La frecuencia de conmutación y sus múltiplos introducen armónicos de forma de onda de corriente, lo que excita aún más los armónicos de fuerza magnética.
-
Desequilibrio mecánico: El desequilibrio residual del rotor genera una excitación de frecuencia de rotación 1X (500 Hz), que debe separarse de las frecuencias de resonancia del rodamiento y la carcasa.
Triple estrategia de control de NVH:
-
Optimización electromagnética: Optimización multiobjetivo de la forma de la ranura, el ángulo de inclinación, etc., para minimizar la amplitud de los armónicos de la fuerza electromagnética (por ejemplo, órdenes 6N). Para sesgar se utiliza un apilamiento helicoidal de alta precisión.
-
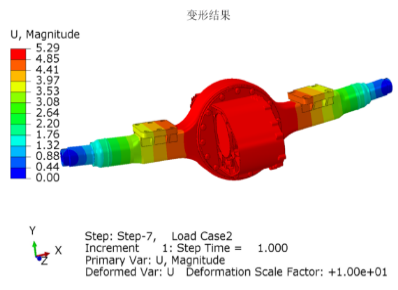
Refuerzo estructural y aislamiento: Mejorar la rigidez general de la unidad de propulsión eléctrica (nervios de la carcasa) para alejar las frecuencias de resonancia de las bandas operativas; Utilice casquillos de aislamiento de vibraciones de alta eficiencia en los puntos de montaje para reducir la transferencia de vibraciones a través de rutas estructurales.
-
Equilibrio dinámico de alta precisión: El desequilibrio residual ≤50 mg garantiza que la aceleración de la vibración en la excitación 1X (500 Hz) sea <0,1 g, con control de variación del ciclo de vida.
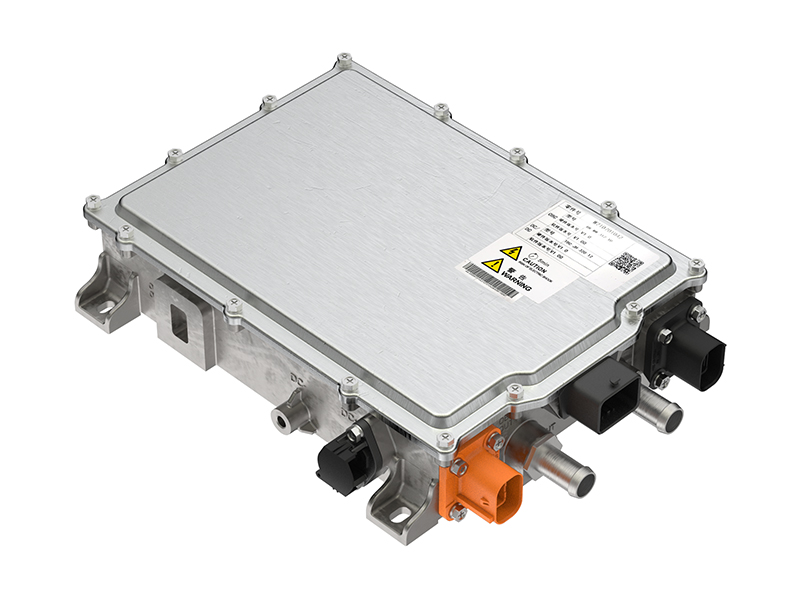
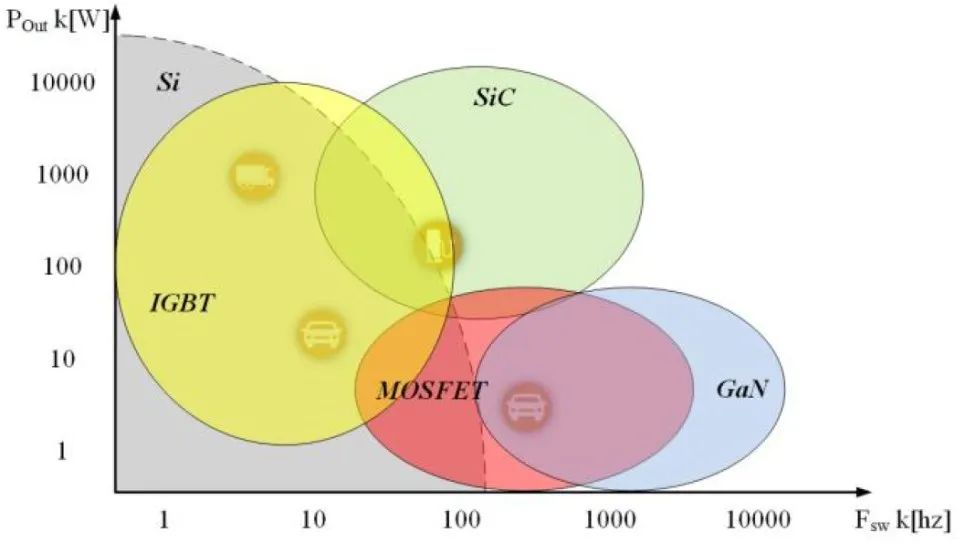
5 Electrónica de control y potencia: el papel fundamental de los chips de SiC
La alta frecuencia y la alta eficiencia son requisitos inherentes a los motores de alta velocidad, que dependen directamente de los avances en los dispositivos de control y potencia.
el Chip SiC de 1500 V desarrollado internamenteEs un avance fundamental. En comparación con los IGBT tradicionales, los MOSFET de SiC permiten:
-
Mayor frecuencia de conmutación: Admite velocidades de motor más altas (frecuencias eléctricas).
-
Pérdidas de conmutación más bajas: Mejora la eficiencia del sistema, especialmente en la región de alta velocidad.
-
Clasificación de voltaje más alto: La clasificación de 1500 V proporciona un margen de seguridad para plataformas de 800 V y desarrollos futuros.
Los algoritmos de control deben coincidir profundamente con el motor, asegurando un funcionamiento estable en la región de debilitamiento del campo de alta velocidad y una eficiencia óptima.
6 desafíos y evolución futura
Cuellos de botella tecnológicos existentes
-
Costo de materiales: El acero eléctrico de alta resistencia y los recubrimientos especiales siguen siendo entre un 20 y un 30 % más caros que las soluciones convencionales.
-
Límite de acero al silicio: Las laminaciones más delgadas reducen la pérdida de hierro pero comprometen la rigidez; El equilibrio entre pérdida de hierro y rigidez es un desafío fundamental.
-
Fiabilidad de por vida del rodamiento: La confiabilidad del ciclo de vida completo de los rodamientos cerámicos de alta velocidad con valores DN ultra altos requiere más datos de pruebas en carretera.
-
Cadena de suministro de SiC: Las tasas de rendimiento y el costo de los chips internos de SiC, en particular el sustrato 4H-SiC, son obstáculos clave para la industrialización.
Caminos tecnológicos futuros
-
Nuevos materiales: Los materiales magnéticos blandos amorfos/nanocristalinos ofrecen una pérdida de núcleo ~60% menor que el acero al silicio y son un candidato principal para los núcleos de estator de próxima generación, aunque persisten desafíos en el procesamiento de materiales frágiles.
-
Nuevas topologías: Los motores de flujo axial (AFM), con su estructura en forma de disco naturalmente adecuada para alta velocidad, están en la hoja de ruta de algunos fabricantes de equipos originales y ofrecen una densidad de potencia teórica entre un 20 y un 40 % mayor que los motores de flujo radial.
-
Gestión Térmica Integrada: Compartir aceite de refrigeración entre los módulos de potencia del estator y del inversor puede reducir la resistencia térmica en aproximadamente un 30 % y simplificar la arquitectura del sistema.
-
Revolución del diseño impulsada por la IA: La cosimulación multifísica (electromagnética-térmica-estructural-NVH) junto con algoritmos de optimización/IA tiene el potencial de comprimir los ciclos de desarrollo motor de alta velocidad de 24 meses a menos de 12 meses.
El límite de la tecnología siempre está más allá de la siguiente iteración. La producción en masa de motores de 30.000 rpm marca la apertura de un nuevo ciclo tecnológico impulsado por la metodología de la ingeniería de sistemas, una profunda integración vertical y un pensamiento de ingeniería extremo.